




產品


用於金屬不銹鋼鑽孔的最佳質量 HSS M42(Co8%) 直柄麻花鑽頭
產品描述
HSS 麻花鑽頭 M42(8%Co) 是世界上最好的鑽頭。它的洛氏硬度HRC65-67度,必須鑽削<40度的金屬,比M35麻花鑽頭更硬,更耐磨,排屑更順暢,效率更高。
直徑越大,所需轉速越慢,一般建議100-800R/MIN。適用於不銹鋼、鋼板、鑄鐵、鋁合金鑽孔。
注意:不要用來鑽混凝土、瓷磚、牆壁、石材等材料的鑽孔。高速鋼麻花鑽頭用於650W手鑽、台鑽、銑床。鋰離子鑽頭功率較小,適合沖壓硬度較低的材料。沖孔超過2mm加冷卻液繼續沖孔,是為了延長鑽頭的使用壽命。
| 材料 | HSSM42, HSSM35, HSSM2(6542), HSS4341, HSS4241 |
| 過程 | 全磨削、邊緣磨削/半磨削、輥鍛、銑削 |
| 標準 | DIN338、DIN340、DIN1897、DIN1869 |
| 分割點 | 提供 118° 和 135° 尖端 |
| 沖壓 | 激光打標和(字母)沖壓。 |
| 刀柄 | 直柄(三平刀柄、六角柄、圓柄、莫氏錐柄) |
| 可用包裝 | 單套包裝,三明治包裝,吸塑包裝,方形塑料 |
| 表面顏色 | 黑色長笛和金柄,黑色長笛和白色柄,光亮成品, |
| 直徑尺寸 | 0.5-20毫米。1/16"-1", AZ, 1# - 90# |
| 總長度 | 2.5-140mm |
| 特徵 | 1.HSS m42 鑽頭比其他鑽頭貴,但如果您經常鑽穿金屬,它們是一項不錯的投資,因為它們的使用壽命往往更長。 |
產品詳情
我們有 DIN338 標準所有尺寸的 HSS M42 麻花鑽頭。
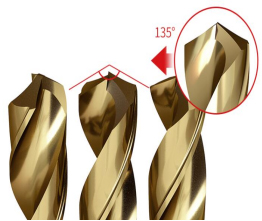
118° 和 135° 分割點
118° 尖角主要用於較軟的材料,例如低碳鋼和鑄鐵。
135°分叉點用於切削硬鋼,特別適用於鑽頭直徑4倍以上的深孔。使用 135° 分割點,切削較硬的材料會產生較厚的切屑,從而最大限度地減少型腔的加工硬化。

螺旋槽柄
完全接地的車身結構。高流量螺旋設計,去除速度最快,適用於較厚的材料

直柄
標準卡盤用直柄,
少“走路”或“徘徊”。
刀柄末端倒角
以便輕鬆牢固地抓握。
青銅特殊SST熱處理
和表面。
HSS 麻花鑽頭 RPM
建議:更大的直徑,更慢的 RPM 速度。
| 麻花鑽頭直徑(mm) | 轉數(轉/分) | 應用 |
| 1mm-2mm | 3000-1800(轉/分) |  |
| 2mm-3mm | 1800-1400(轉/分) | |
| 3mm-4mm | 1400-1000(轉/分) | |
| 4mm-5mm | 1000-800(轉/分) | |
| 5mm-6mm | 800-700(轉/分) | |
| 6mm-7mm | 700-600(轉/分) | |
| 7mm-8mm | 600-500(轉/分) | |
| 8mm-9mm | 500-400(轉/分) | |
| 9mm-10mm | 400-350(轉/分) | |
| 10mm-11mm | 350-300(轉/分) | |
| 11mm-12mm | 300-280(轉/分) | |
| 12mm-13mm | 280-250(轉/分) | |
| 14mm | 220(轉/分) | |
| 15mm | 200(轉/分) |
產品應用
| 材料 | 適用於鑽孔 | ||||||||
| 不銹鋼 | 鑄造平原 | 普通碳鋼 | 青銅 | 黃銅 | 銅 | 鋁 | 塑膠 | 玻璃、瓷磚地板、牆壁 | |
| 高速鋼4241 | × | √ | × | √ | √ | √ | 不好 | √ | × |
| HSS6542/M2 | 不好 | √ | √ | √ | √ | √ | √ | √ | × |
| 高速鋼 Co/M35 | √ | √ | √ | √ | √ | √ | √ | √ | × |
| 高速鋼 Co/M42 | √ | √ | √ | √ | √ | √ | √ | √ | × |
我們的優勢
-我們有更大的倉庫來衝擊產品以準時交貨。
-我們有專業的銷售和技術團隊為我們的客戶服務,以確保您的購物體驗
-我們的產品採用最好的 HSS M42 材料,以確保我們的麻花鑽頭鋒利和快速鑽孔;
-質量穩定,廣泛用於硬質材料鑽孔;
-因為我們是工廠,所以我們可以提供有競爭力的價格。
-樣品免費,運費到付。如果我們能收到您的訂單,我們將從第一筆訂單開始減少運費。










